
Pour que ce soit plus visible je reprends ici les réglages hard et soft de mon imprimante Delta J34N1N3.
Une Delta ne se comportant pas de la même façon qu'une cartésienne il faut réfléchir à son fonctionnement et trouver le moyen de visualiser l'effet des réglages.
1/ CONTRUCTION DE LA MACHINE
C'est le point le plus critique, il faut prendre le plus grand soin à la rigidité de l'ensemble et la symétrie des trois piliers par rapport à la plaque de base. C'EST UN POINT CRUCIAL !!!!
Une Delta est une machine rapide, si on fait un bricolage approximatif, si rien n'est rigide et que tout vibre sous le déplacement des bras la qualité des prints s'en trouvera affectée, et pour cela il n'y a aucune solution de rafistolage. De
plus impossible de régler efficacement une machine si elle est en guimauve. Avec une machine rigide on fait les réglages une fois pour toutes et on n'en parle plus, on peut imprimer des milliers de fois, on ne construit et règle
une machine qu'une fois, çà vaut le coup d'y passer du temps et d'y mettre les moyens.
Un moyen très simple de vérifier les erreurs d'architecture de la machine, on place un stylo (dans un tube équipé d'un ressort pour préserver la bille, rien n'est encore réglé) et on fait un petit gcode pour dessiner un triangle équilatéral,
les trois cotés doivent être de dimensions rigoureusement identiques. Si ce n'est pas le cas il faut remédier à cela avant de continuer, il y peut y avoir plusieurs causes mais la plus probable c'est que certains piliers ne sont pas exactement
positionnés à 120°.
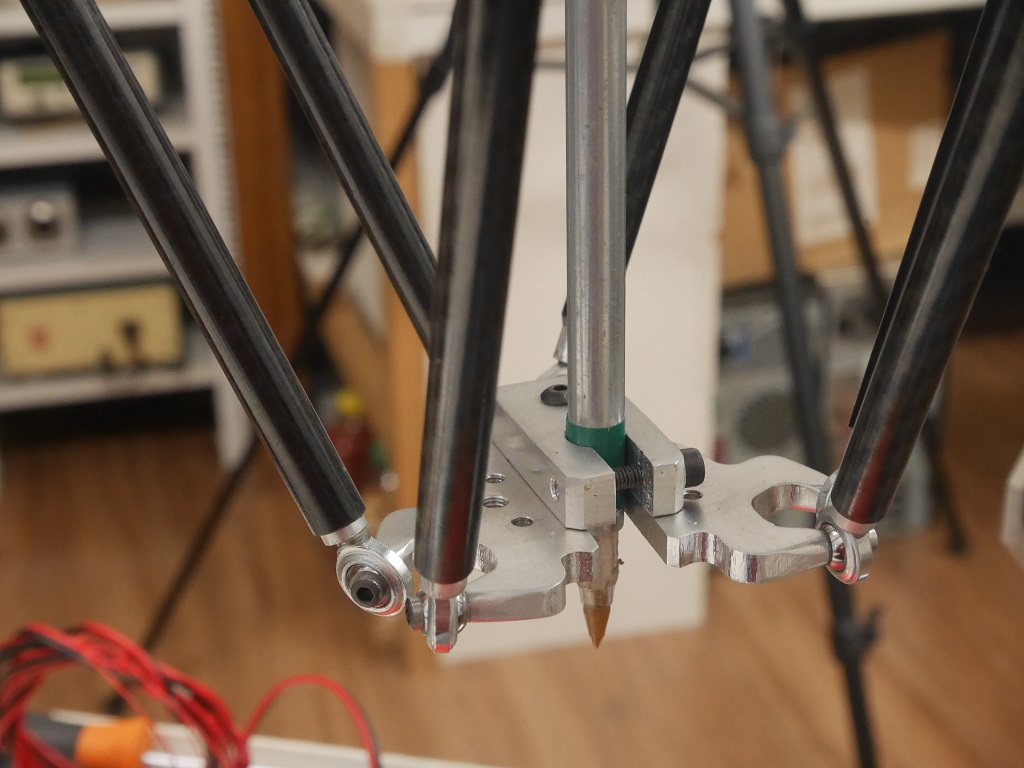
Stylo monté dans un tube, un ressort au fond du tube fait office d'amortisseur et permet de préserver la pointe du stylo en cas de mauvais réglage du bed, ce qui à ce niveau est plus que probable.
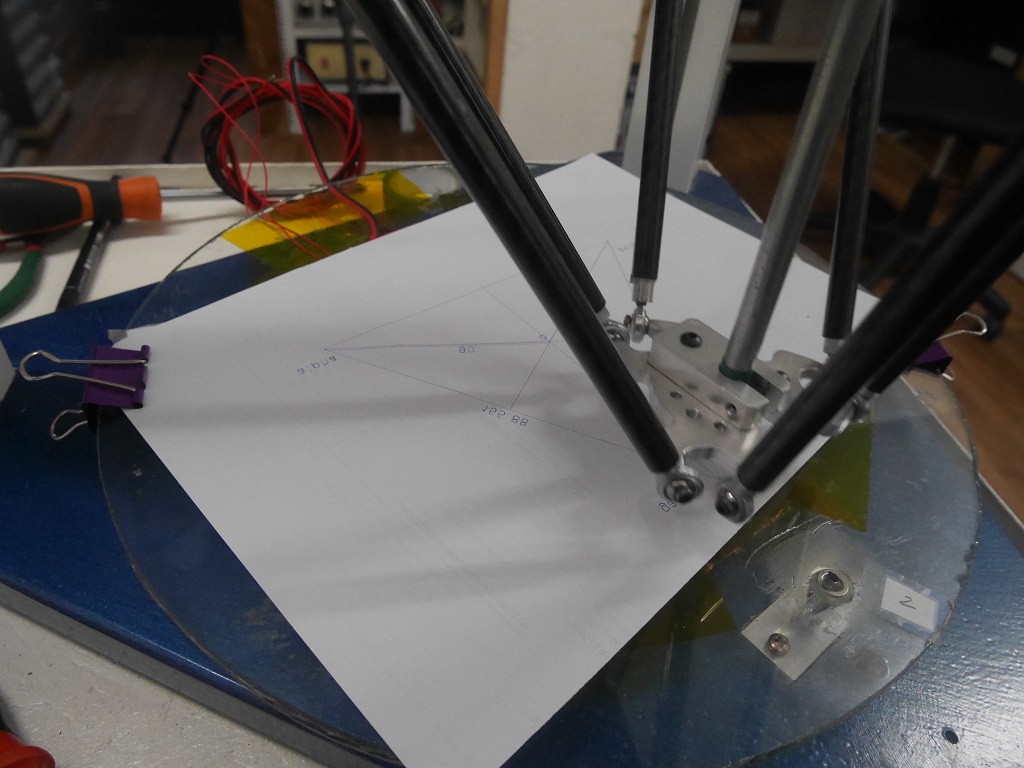
Petit gcode pour dessiner un triangle équilatéral, au final les trois cotés (ou les trois diagonales) doivent avoir rigoureusement la même dimension.
PREMIER REGLAGE, LE BED :
J'ai vu un peu partout qu'il fallait faire descendre la buse et régler le bed à l'aide d'une feuille de papier qui doit glisser gras. Ce qui est "peut-être" valable pour une cartésienne, encore qu'au niveau mécanique çà se discute, ne vaut pas
pour une DELTA qui ne fonctionne pas du tout de la même façon. Quand on règle une machine on part toujours d'une référence, c'est le cas pour les CNC, sur une delta les références sont la verticalité et la symétrie des trois piliers, vu que c'est
sur eux que les bras vont se déplacer. Pour l'explication on va prendre le cas d'un seul bras çà vaudra pour les trois: le bed est fixé sur le bâti par trois points réglables, ces trois points étant avantageusement positionnés chacun au pied d'un
pilier. Le bras forme avec le pilier sur lequel il se meut et le bed un triangle rectangle parfait.
On va passer ici les explications de cinématique inverse (je pense y consacrer une page) mais disons que la position de l'effecteur sur la surface du bed dépend de la justesse de ce triangle rectangle, le bras formant l'hypothénuse, la hauteur du chariot
sur le pilier par rapport au bed formant le grand coté du triangle rectangle, et la distance de l'effecteur par rapport au pilier (donné par les coordonnées gcode) la petit coté du triangle rectangle.
On connait la valeur de l'hypothénuse (bras), la valeur du petit coté (gcode), reste à trouver le grand coté (hauteur du chariot) par Pythagore, juste une racine carrée à faire. Ensuite ce triangle rectangle tourne autour du pilier, un peu de trigo et
de corrélation entre les trois piliers mais çà ne nous intéresse pas pour l'instant.
C'est juste pour bien montrer que la justesse de l'angle à 90° est ce qui est le plus important, sinon tout sera faux et les pièces imprimées aussi cela va de soi. Si un seul pilier est faux, tout est faux. Une fois bien réglé le bed
devient LA REFERENCE.
Donc régler avec un morceau de papier la hauteur du bed en jouant sur les trois points pour l'ajuster à la buse est une aberration. Le bed doit être rigoureusement perpendiculaire aux trois piliers, pas à un seul, aux trois !
Et ne doit plus être touché !
D'où le soin extrême à amener à la qualité de fabrication du bâti, bon, après si c'est pour imprimer des figurines, des tours Eiffel ou des vases on s'en fout un peu, mais si on veut faire de la pièce mécanique on ne peut pas passer dessus.
Alors pour faire simple, comment régler tout çà ?
En premier lieu avec une équerre on régle les trois supports du bed pour qu'il (le bed) soit perpendiculaire aux trois piliers, rien de bien compliqué si c'est rigide et bien construit au départ:

DEUXIEME REGLAGE, LES ENDSTOPS:
Enfin bien réglé notre bed est devenu la référence, on place un comparateur sur l'effecteur et on vient sonder le bed au pied de chaque pilier en faisant des séries de G28 et descentes aux coordonnées de chaque point à tester. On cherche à
obtenir exactement la même valeur sur chaque point en ajustant la hauteur des endstops. Ce travail se fait au comparateur, pour les non-mécanos pas forcément outillés un comparateur bas de gamme bien suffisant çà vaut 10 chez Aliex, la moitié du prix
d'une bobine de PLA. Un comparateur est gradué au 1/100e de mm, autrement plus précis que le serrage subjectif d'une feuille de papier sur le bed.
ATTENTION !!! il y a de fortes chances que le comparateur n'indique pas la même valeur en milieu de bed, pas grave pour l'instant. C'est l'effet de bol ou de creux, on verra çà aux réglages soft, l'important c'est que les valeurs doivent être
identiques en bas de piliers, donc des hauteurs endstops rigoureusement identiques. Pour déterminer les coordonnées des 3 points à sonder sur le bed on peut le calculer à la main par rapport au centre, sinon le site ESCHER3D est bien pratique, choisir
un réglage sur 4 points, pour obtenir les coords du milieu bed (0,0) et les trois point bas de piliers à tester.
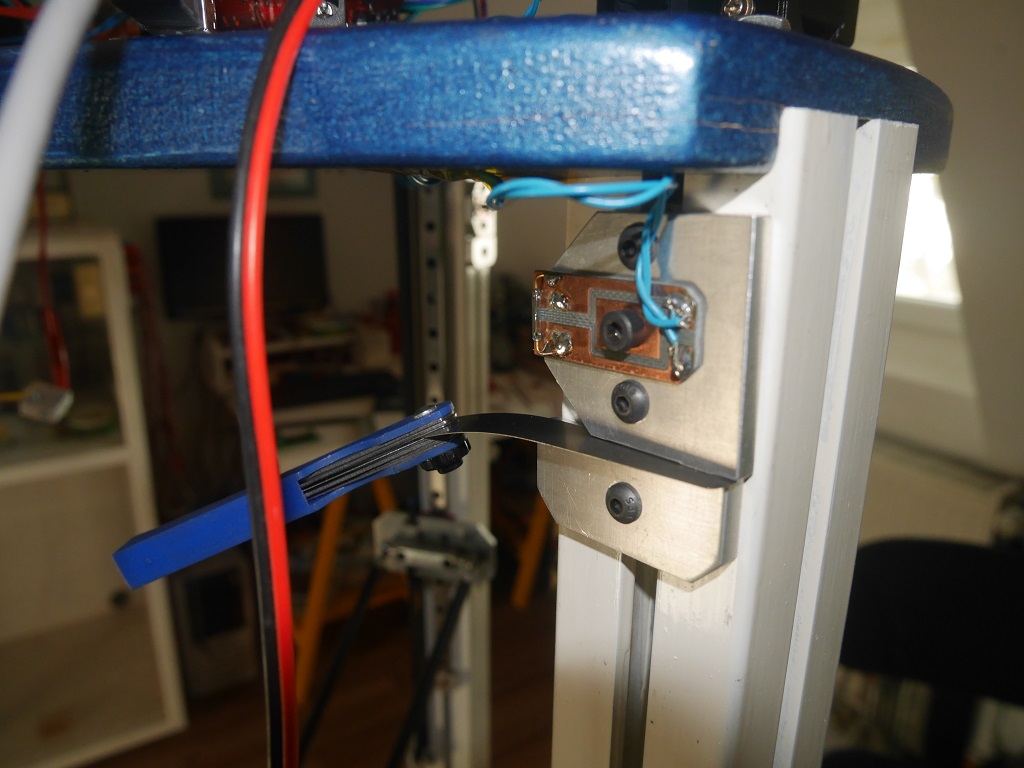
L'idéal est d'avoir des endstops réglagles, pour ma part je n'avais pas prévu le coup à la construction et j'ai résolu le pbm en fabriquant des câles mobiles positionnées en dessous des platines endstop, et j'ai réglé le tout précisément avec un jeu de
câles de mécanicien. J'ai obtenu 3/100e de différence entre chaque sondage au comparateur ce que j'estime pas mal, pas pu faire mieux, on peut voir l'aiguille frétiller lors des déplacements, du à la qualité de la plaque de verre pas cher de
chez bricomachin, à terme je remplacerai ce verre par un miroir circulaire:
Voilà pour les réglages méca.
REGLAGES SOFTWARE:
Il y a 4 principaux paramètres à régler qu'on trouve dans le fichier configuration.h:
Delta_Diagonal_Rod, Delta_Radius, Delta_Printing_Radius, Delta_Height
J'utilise Marlin 1.1.9 parce que mon PC dédié à l'imp3D est sous W7 et les versions ultérieures ne passent pas, mais çà fonctionne très bien quand même.
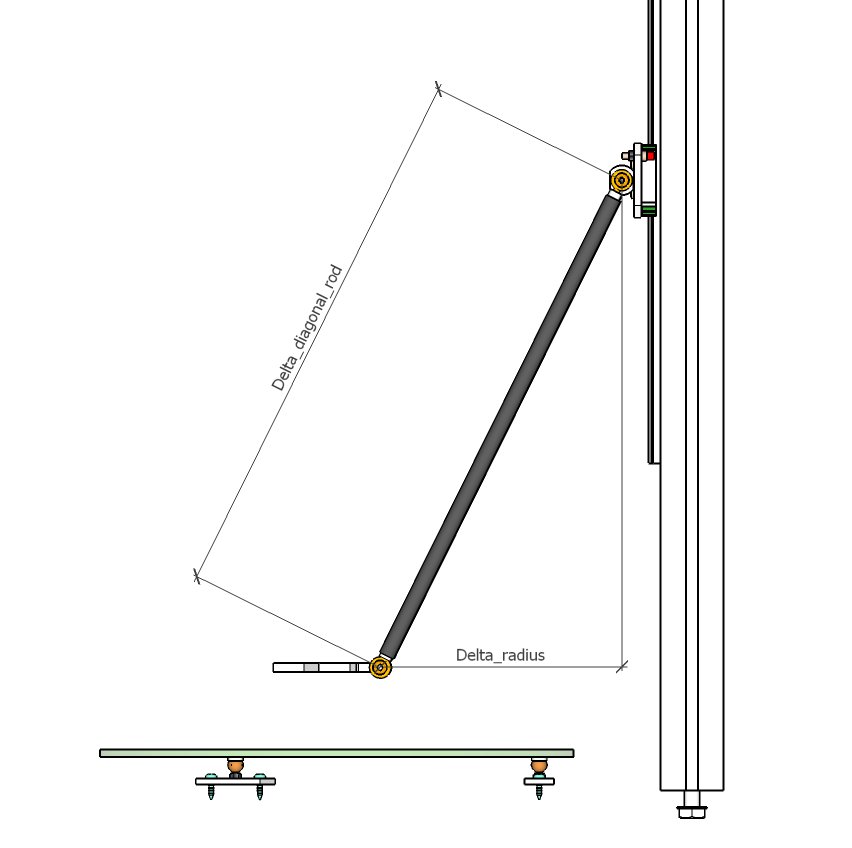
Delta_Diagonal_Rod c'est la longueur des bras d'axe à axe. L'hypothénuse du triangle rectangle.
Delta_Radius c'est la distance horizontale entre la rotule basse du bras (vis d'axe) et la rotule haute du bras. Le petit coté du triangle rectangle.
Delta_Printing_Radius c'est le rayon du cercle imprimable sur le bed.
Delta_Height c'est la hauteur entre la sortie de buse et la surface du bed quand on est en origine machine (G28 tout en haut sur les endstops).
Sur ce dessin je n'ai pu représenter que deux des paramètres, les deux autres se comprennent facilement.
Ils sont à régler suivant chaque machine. Une aparté quand même sur Delta_Radius, lors du réglage du bed au comparateur j'ai indiqué que les trois points de mesure doivent être rigoureusement identiques mais que le milieu de bed risque d'être
différent, c'est d'ailleurs pratiquement toujours le cas. Ce phénomène est du au déplacement de l'effecteur qui se déplace soit en cloche (milieu de bed plus haut) ou en bol (milieu de bed plus bas). Pour faire déplacer l'effecteur horizontalement
et obtenir toute la surface du bed identique aux trois points de mesure on va jouer sur la valeur de Delta_Radius.
Bien sur à chaque modification il faudra re-téléverser Marlin dans la Mega2560.
Pour une course en cloche il faudra diminuer la valeur de Delta_Radius, pour une course en bol il faudra l'augmenter. Un bon réglage peut finir par se jouer sur la deuxième décimale de la valeur, c'est un travail de patience. A chaque modification
on teste les trois points et le centre du bed et on re-modifie en conséquence jusqu'à obtenir la perfection.
G28 et descente, pour me faciliter et automatiser la tâche j'ai programmé des scripts dans Repetier-host pour aller tester chaque point, c'est la série de boutons P, 1, 2, 3, 4 , 5 dans l'onglet Contrôle Manuel, pour les programmer on va dans le
menu Imprimante et on les complète avec quelques lignes de gcode suivant ce qu'on veut en faire. J'ai vu qu'on pouvait aussi le faire avec Pronterface.
A ce stade l'architecture de la DELTA est bien réglée. Beaucoup de bla-bla pour l'expliquer mais au final très simple à faire.
Pour tout résumer:
- Prendre un soin extrême à la construction, mettre l'accent sur la rigidité et la symétrie.
- régler les paramètres soft dans configuration.h
- Régler le bed bien perpendiculaire aux trois piliers
- Régler la hauteur des endstops au comparateur
- Ajuster Delta_Radius pour un déplacement horizontal
A noter que dans les vidéos youtube on voit tout le monde imprimer son petit cube, le mesurer au pied à coulisse et être satisfait quand il approche les 20mm au 1/10e près. C'est bien mais on ne voit jamais personne prendre une équerre
pour vérifier l'équerrage. Surprises...
Il y aurait encore beaucoup à dire sur le paramétrage de Marlin mais l'essentiel à été abordé ici, la page est déjà bien assez lourde. Ensuite à chacun de se faire sa culture Marlin.
Beaucoup de blabla mais nécessaire quand on voit les aberrations sur le net. Voici un résumé Check-list que j'aurai aimé trouver en débutant:
1/ Construction:
On ne peut pas passer à coté, le moindre défaut de perpendicularité ou symétrie sera irrémédiable, il vous pourrira la vie pour tous les réglages et essayer de le corriger par le soft est une gageure, le défaut est là et il y reste. Essayer de le régler par le soft est comme peindre sur de la rouille.
Donc prendre le temps lors de la construction (soin, équerre et comparateur), soit on prends le temps à la construction soit on en perd énormément aux réglages (et sans vraiment tout régler).
- On évite de construire une Delta en guimauve.
- Les trois tours sont verticales, équidistantes et stables (rigidité de l'ensemble).
- Les bras sont de longueurs parfaitement identiques
- les rotules/liaisons se déplacent librement sans frottements excessifs.
- Plateau fixé, pas de flexion, pas de jeu, plateau réglable fin en hauteur sur trois points aux pieds des tours.
2/ Calibration du plateau:
- On oublie le papier et on utilise un comparateur pour mesurer la hauteur de la buse à plusieurs points du plateau (une dizaine d' sur Aliex).
- Ajuster les Endstops ou vis pour obtenir une planéité parfaite au centre et sur la périphérie.
- Valider l'effet de bol: plateau mesuré plat au 0.01mm près.
3/ Paramètres Delta:
- Vérifier le Delta Radius (R) et la Diagonal Rod Length (L).
- Confirmer que les entraxes des tours correspondent à la mécanique réelle.
- Ajuster Endstop offets pour que toutes les tours soient égales (mesures comparateur).
- L'idéal est d'adapter un crayon sur l'effecteur et faire le test du triangle de vérification (voir explications dans texte plus haut). Il montre de suite ou se trouvent les défauts.
4/ Z offset et première couche:
- Définir Z offset au comparateur --> première couche adhère correctement.
- Vérifier que l'adhésion est uniforme (verre + laque/plateau chauffé).
5/ Test d'impression:
- Imprimer cube de calibration 20x20x20mm
- Vérifier dimensions X/Y/Z.
- Ajuster facteur d'échelle Z si besoin pour corriger la hauteur. Sur une Delta si X différent de Y ne pas utiliser le facteur d'échelle pour corriger, on n'est pas sur une cartésienne et X et Y sont liés, en corriger un modifiera l'autre. Dans ce cas voir problème architecture mécanique.
6/ Trous et précision horizontale:
La précision des trous est souvent un souci en imp3D.
- Imprimer un test de trous, par exemple un bloc de 5mm d'épais comportant des trous Ø4, Ø5, Ø6, Ø8. Les queues de forets doivent passer juste, sans forcer et sans jeu.
- Mesurer et ajuster "compensation de la mesure X/Y pour les trous" dans le slicer (IdeaMaker).
7/ Validation finale:
- Refaire un cube pour confirmer, Z correct +/-0.02mm, XY +/- 0.03mm.
- Trous dimensionnels corrects (vérifiable avec des queues de foret pour les petits trous, au pied à coulisse pour les plus grands).
8/ Conseil aux débutants:
Toujours régler la mécanique avant de toucher au slicer. Les erreurs XY ou Z viennent presque toujours d'une tour mal calibrée (perpendicularité tour/bed, symétrie des trois tours, réglages endstops) ou d'une mauvaise planéité du plateau.
