
... pour éviter les tendinites.
Il ne s'agit pas là de numériser la machine, j'ai suffisamment de cnc comme çà, une de plus n'aménerait rien, il s'agit juste d'automatiser le déplacement de
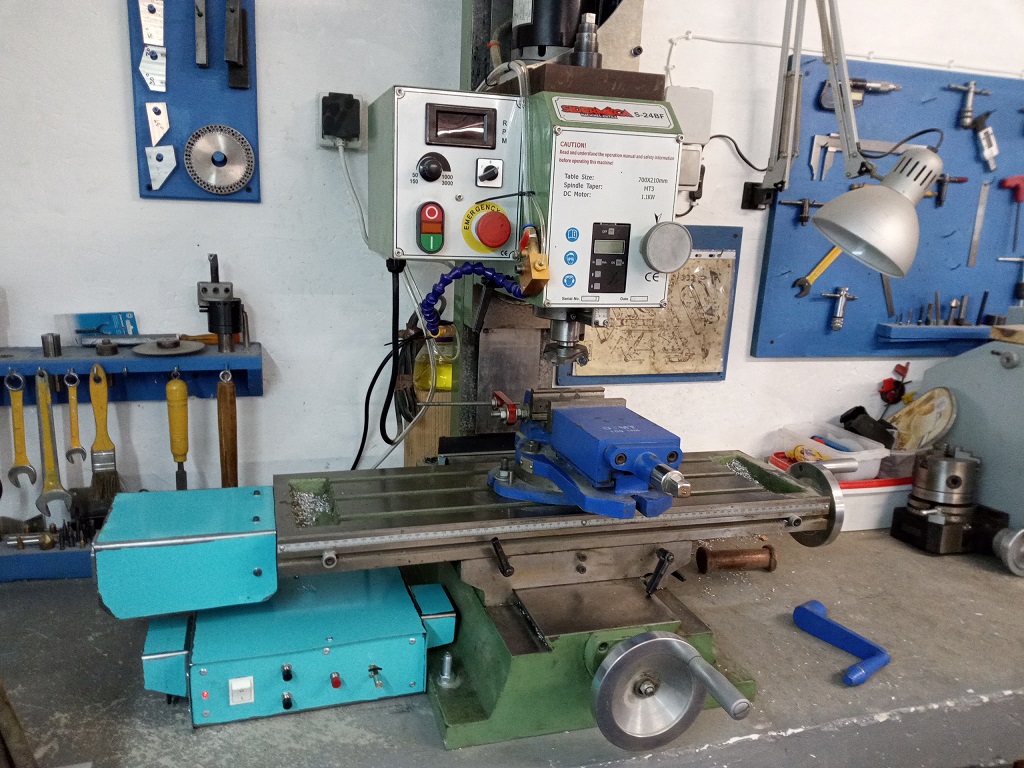
la table en X. J'aime usiner en manuel mais déplacer la table à la manivelle est parfois fastidieux, surtout quand il faut dégager la table de sous la broche pour serrer la pièce dans l'étau.
On a une manivelle de chaque coté de la table, celle de gauche va être remplacée par un moteur, celle restante permettra de continuer à se servir de la
machine en manuel.
En gros il y a deux écoles pour effectuer ce genre de modification:
- soit le choix d'un moteur DC assez puissant, souvent un moteur d'essuie-glace de véhicule, ce qui oblige à fabriquer un embrayage mécanique
pour accoupler.des-accoupler le moteur à la vis-mère.
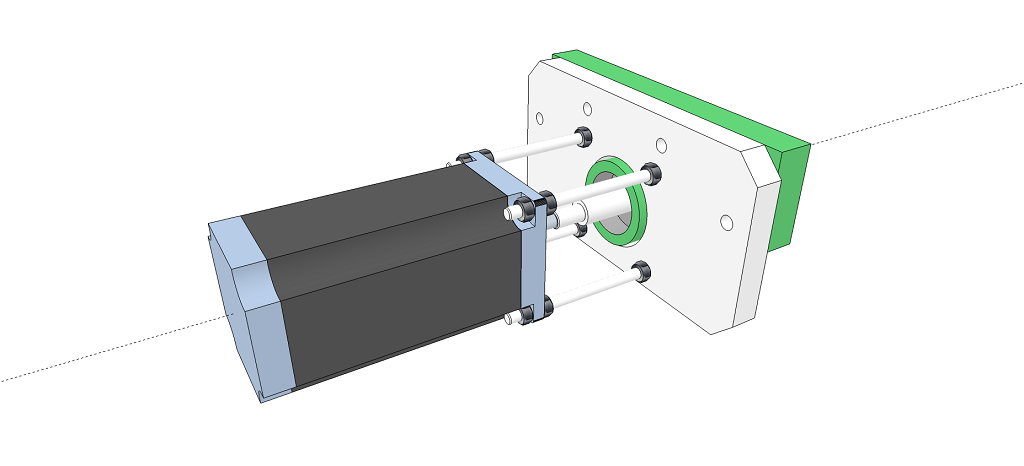
- soit le choix du tout numérique, que pour ma part je trouve bien plus simple à réaliser. Il me restait un gros moteur NEMA23 230oz que je réservais pour la fabrication de l'axe A de ma grosse CNC, je vais l'utiliser ici.

Examen de la mécanique: étant droitier c'est la manivelle de gauche qui sera sacrifiée:

Butée à bille supportant cette extrémité de la vis-mère :
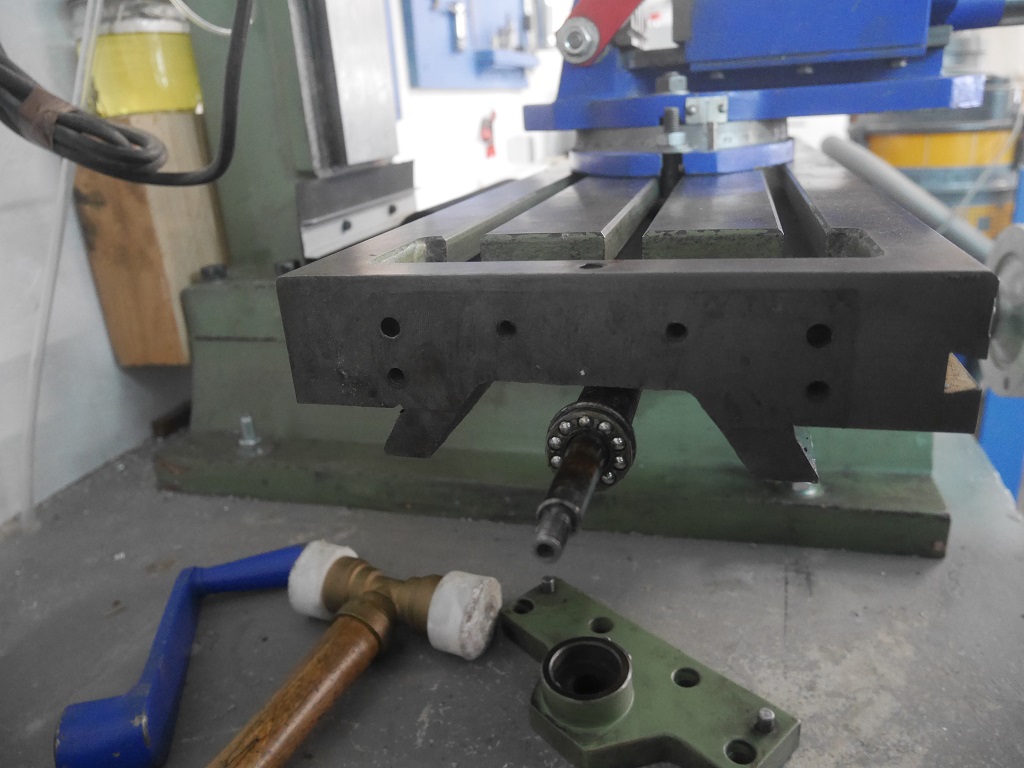
Il faut continuer à supporter cette butée, plutôt que de faire un truc compliqué je vais garder la platine d'origine en fonte et lui superposer une plaque qui recevra le moteur:
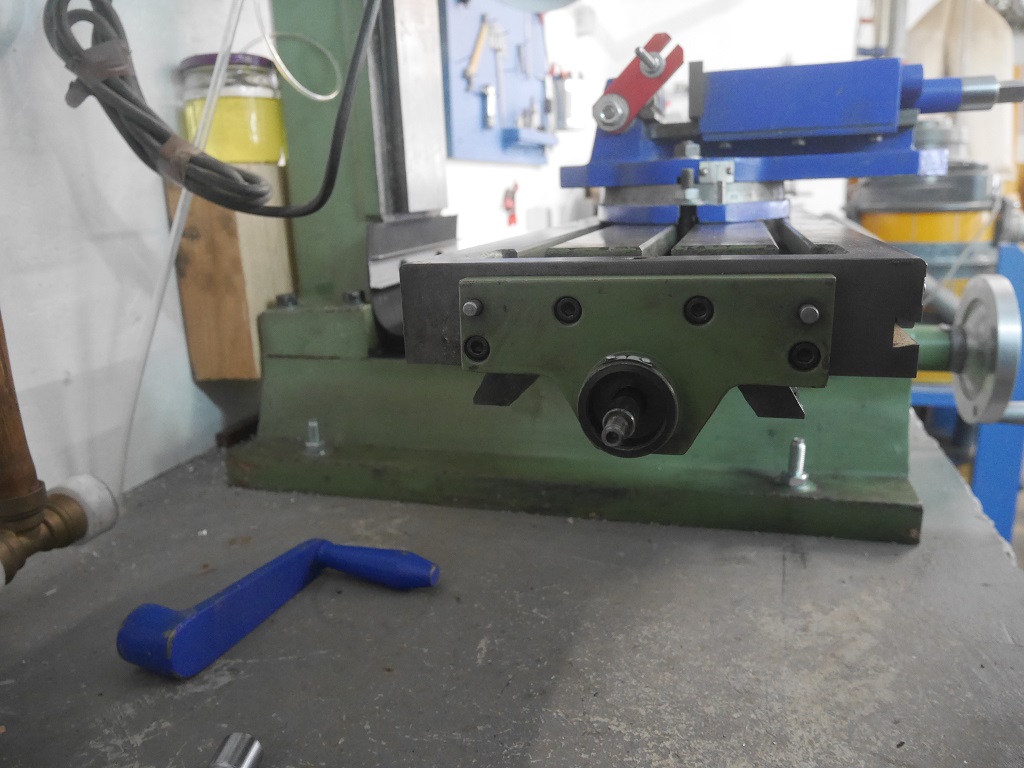
De cette manière



Pour piloter le moteur PAP et déplacer la table il s'agit juste d'une commande manuelle via un inter, il suffit de lui envoyer des signaux TTL à travers un driver. Il y a pas mal d'options, soit un générateur de signaux carrés à transistors, ou NE555 ou autre, ou bien utiliser un microcontrôleur.
Je sais déjà que je vais le faire avec un microcontrôleur PIC pour le plaisir de faire un peu d'assembleur, mais pour la curiosité et la bidouille je vais simuler quelques autres façons non exhaustives.
Ne pas se formaliser sur les vitesses de rotation, j'ai fais avec les premiers composants qui me sont tombés sous la main et comme je sais déjà que je ne retiendrai pas ces solutions je n'ai pas cherché à affiner la chose,
quelques essais auraient été nécessaires pour optimiser les valeurs.
___.oO(°)Oo.___
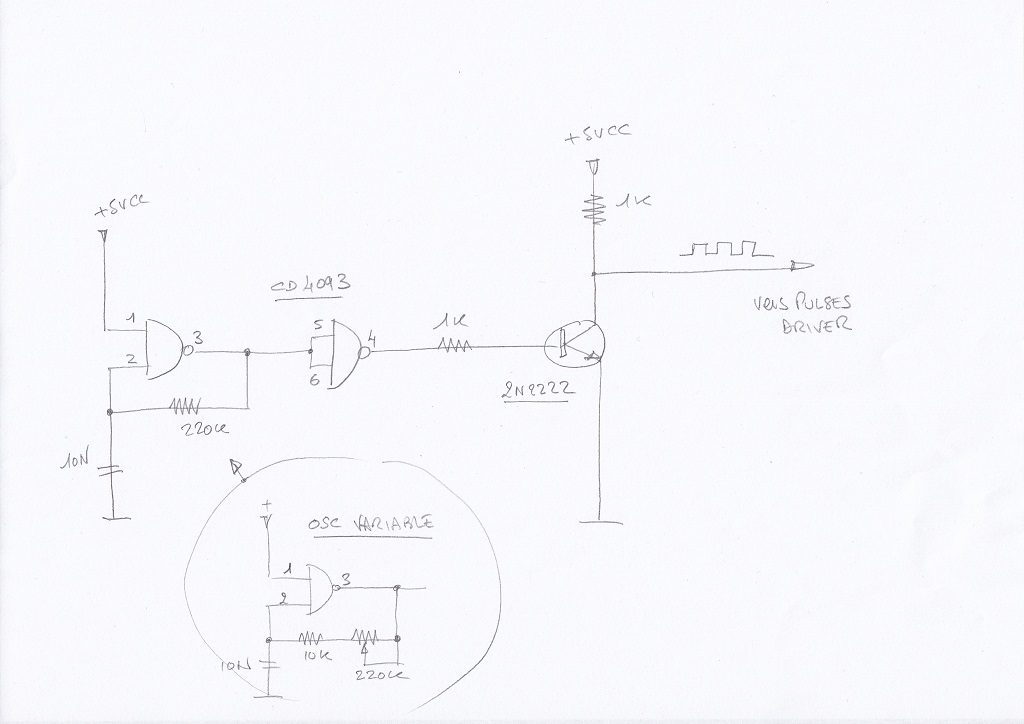
Génération des signaux carrés par oscillateur CD4093
___.oO(°)Oo.___
Génération des signaux carrés par oscillateur SN7414
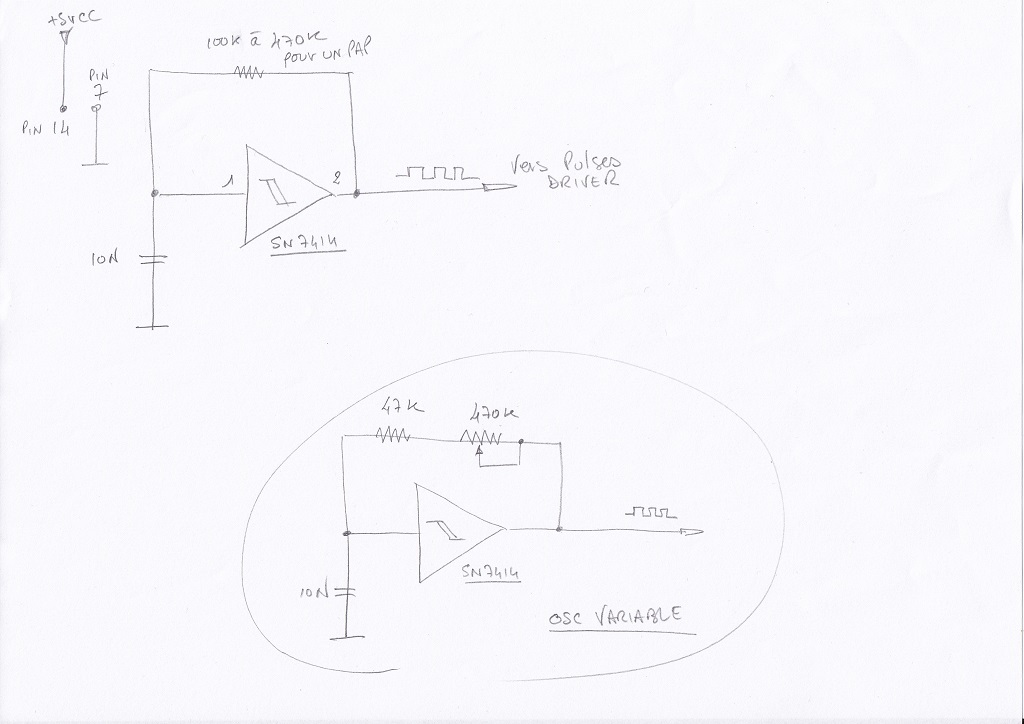
Un système vitesse rapide/vitesse lente pourrait se faire de cette façon:


___.oO(°)Oo.___
Génération des signaux carrés par oscillateur NE555


___.oO(°)Oo.___
Génération des signaux carrés par arduino
Un potentiomètre 10k sert à faire varier la vitesse pour utiliser le déplacement en surfaçage.

Le code arduino tout simple et très court qui sert juste à faire tourner le moteur avec une fréquence réglable.
Un inverseur récupéré sur une vieille chaîne HIFI ira très bien pour la commande STOP/ marche AV/AR, en pratique il va envoyer un état haut ou bas sur les commandes CW/CCW et Enable du driver TB6600.
La variation de vitesse est effectuée avec un vieux potentiomètre de récup dont la piste est abîmée en milieu de course, de plus c'est un logarithmique et la commande de vitesse n'est pas proportionnelle. Il aurait fallu un
pot linéaire que je n'ai pas dans mes tiroirs pour l'instant.
___.oO(°)Oo.___
Génération des signaux carrés par PIC 16F88
La solution retenue, cahier des charges:
Déplacer un banc de fraiseuse conventionnelle.
Permettre un déplacement lent et réglable pour l'usinage (surfaçage et dressage).
Permettre un déplacement rapide à tout moment pour dégager la pièce sans perdre les réglages du déplacement lent.
Possibilité de désaccoupler le moteur à tout moment pour une utilisation manuelle à la manivelle.
Réglage de la vitesse lente par poussoir (éliminer le risque de toucher le bouton par erreur en plein usinage.
Mise en vitesse de dégagement par appui volontaire sur un poussoir, sinon vitesse lente.
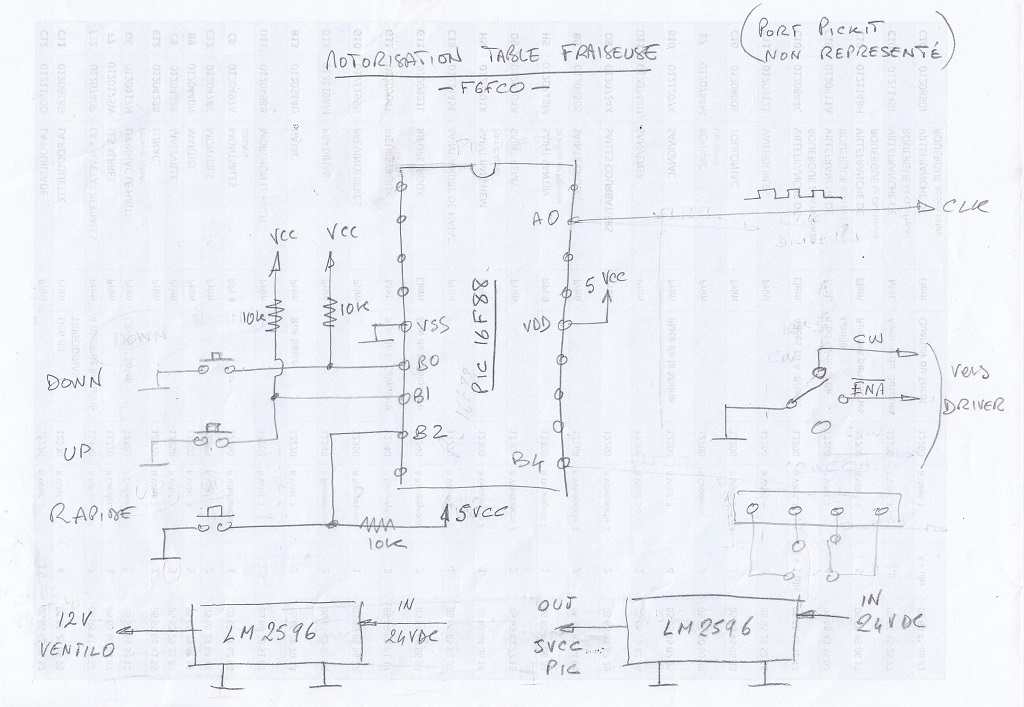
A noter une petite erreur de dessin sur le schéma ci-dessus, ce n'est pas une masse mais un +5vcc à câbler sur le point commun du commutateur CW/ENA/CCW. Ca dépend du driver choisi en fait...
Version V.0 fonctionnelle du programme en assembleur PIC
Vidéo en fonctionnement:
___.oO(°)Oo.___
Carte électronique
Schéma final de la carte.
J'ai prévu un port Pickit pour une facilité d'intervention sur le soft du microcontrôleur et rajouté une fonction speed pour le dégagement rapide de l'outil.

Implantation sur le PCB, 3 straps à placer coté composants.
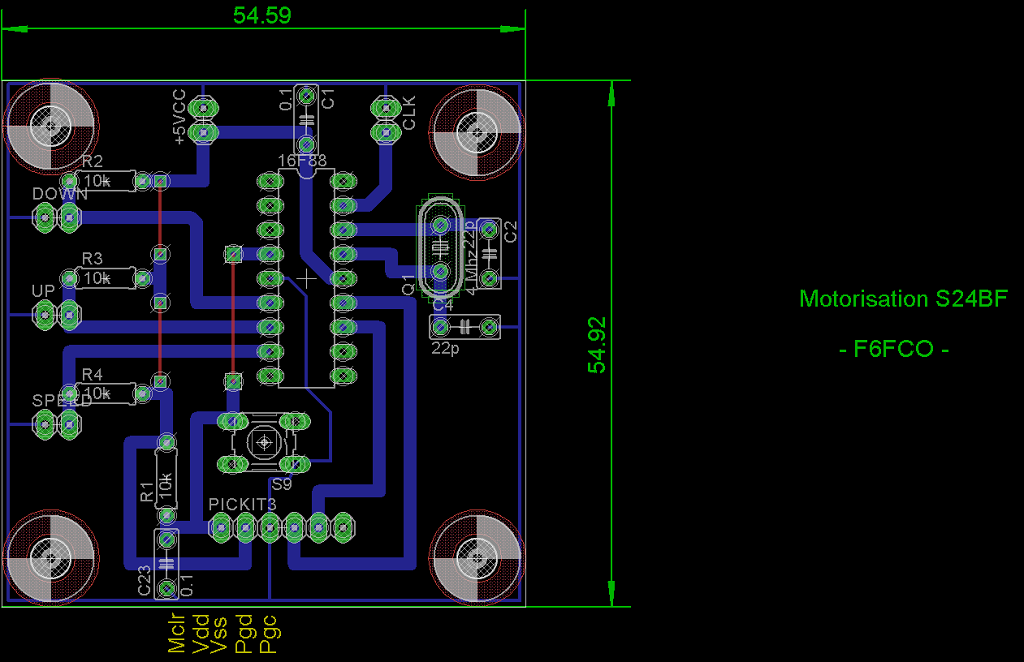
L'alim est une 36v chinoise, il faut rajouter deux modules LM2596 pour transformer le 36v en +5vcc pour le PIC et en +12vcc pour le ventilateur.
___.oO(°)Oo.___
Mise en boitier
Confection du boitier, pas ce que je préfère mais passage par la tôlerie obligé pour finaliser le projet. La couleur est bof, j'ai trouvé la tôle gratuitement à la déchetterie et à cheval donné on ne regarde pas les dents.

Un ventilateur est nécessaire, dans ce monde de copeaux qui volent je l'ai protégé de mon mieux..

Face avant simple, 3 poussoirs et un sélecteur de sens.

Le moteur est un gros NEMA23 3A et le driver peut-être n'importe lequel présent sur le marché capable d'emmener un pap 3A.

___.oO(°)Oo.___
Installation
Montage du moteur PAP sur le banc.
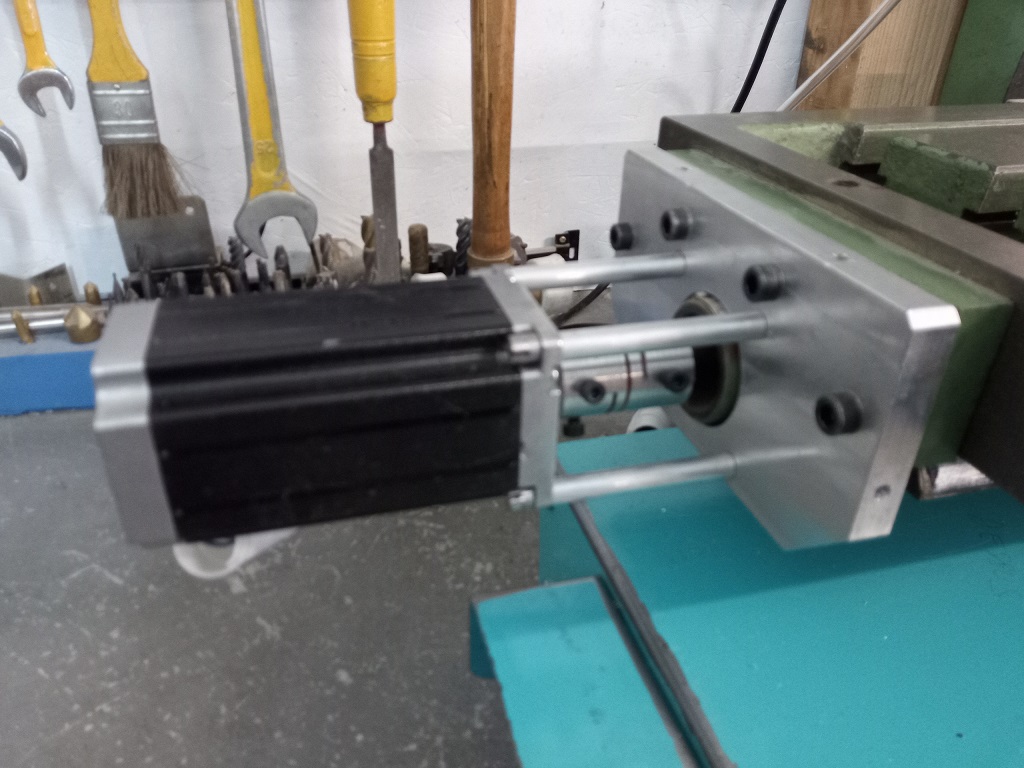
Protégé des copeaux par un carter.
___.oO(°)Oo.___
Premiers essais sur la machine
Tout se passe à merveille, vitesse de dégagement maximum enclenchée par appui sur le poussoir rouge, plusieurs vitesses d'usinage réglables par les poussoirs noirs.
Cette version est fonctionnelle, une version V.2 du programme suivra pour mieux étager les différentes vitesses d'usinage et coder une rampe d'accélération pour gagner en vitesse de dégagement.
Vidéo en fonctionnement avec la version V.1 du soft:
Le programme final version V.1:
Fichier initialisation du PIC
Fichier main
Fichier fonctions
Fichier tempos
Code hexa V.1 du PIC:
Motorisation tableCode hexa V.2 du PIC, sans grandes modifications mais vitesse de dégagement un peu accrue:
Motorisation table